
I was going to work on this two weeks ago but getting the flu put a kink in that idea but with the holiday and an extra day of vacation, I gave myself 5 days in the studio to learn hinges and to make a box with a hinge. This post is about learning to make a hinge
Saturday morning:
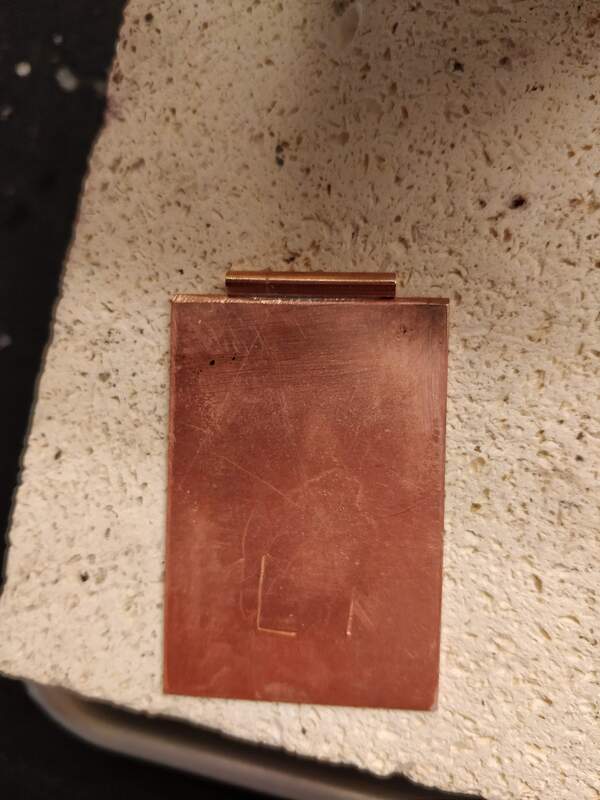
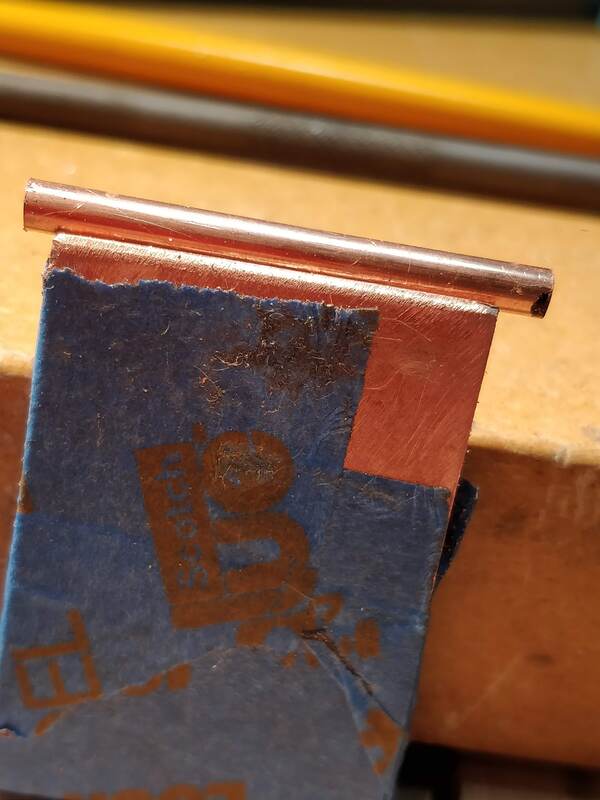
I reviewed the 5 silversmithing books that had information on hinges. I would start with a butt joint and then a book joint. I selected some scrap 18 gauge copper and cut it to be 1" wide and then cut copper tubing 1.25" wide; these would be my joint knuckles. Per the instructions, I beveled the ends of the copper and then used my chenier file to create the seat for the hinge knuckles. I cut the tube into 3 sections with the largest being half the length, for the center knuckle and the remaining amount in half for the outer two knuckles. I marked the copper with a lead pencil while placing the center knuckle, I then soldered down the two outer knuckles and when I went to place the center knuckle, I saw that I had pushed the outer knuckles inward thus making the space for the center knuckle too small.
Hinge #1 was done and wrong. I should have soldered the center knuckle first and then the outside ones.
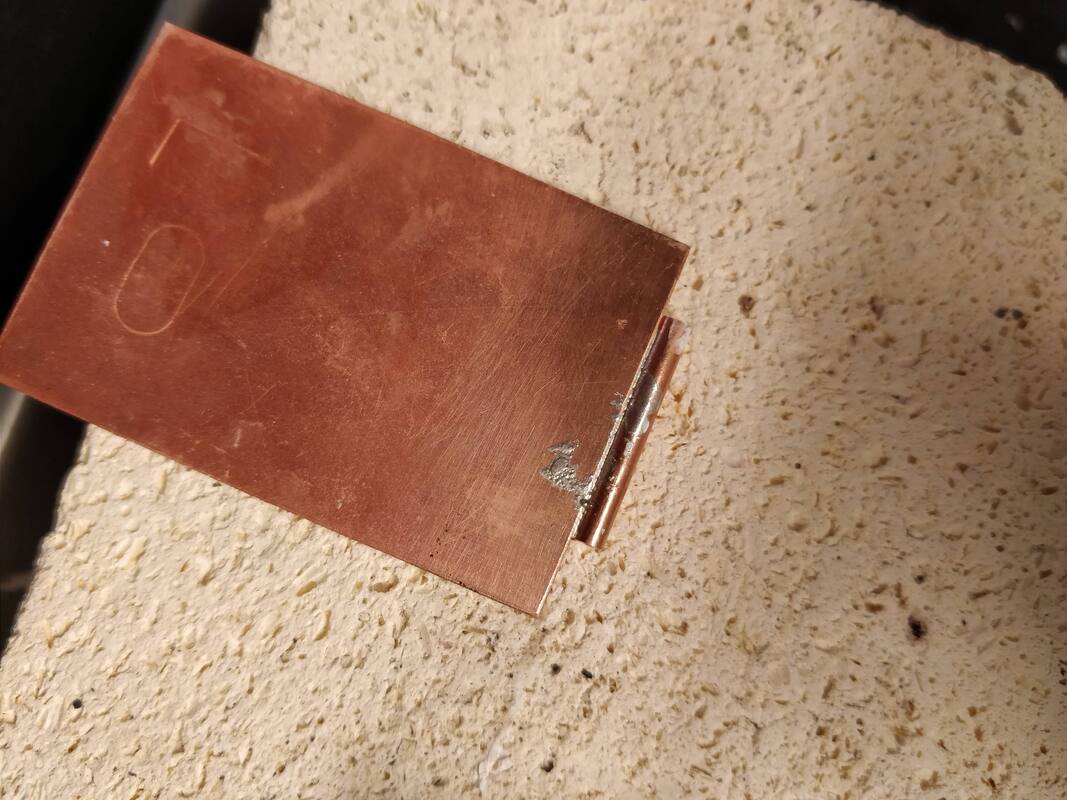
For Hinge #2, I started again; bevel and cut tubing. Place the knuckles on a piece of graphite pencil lead to keep the knuckles aligned on the metal and solder.
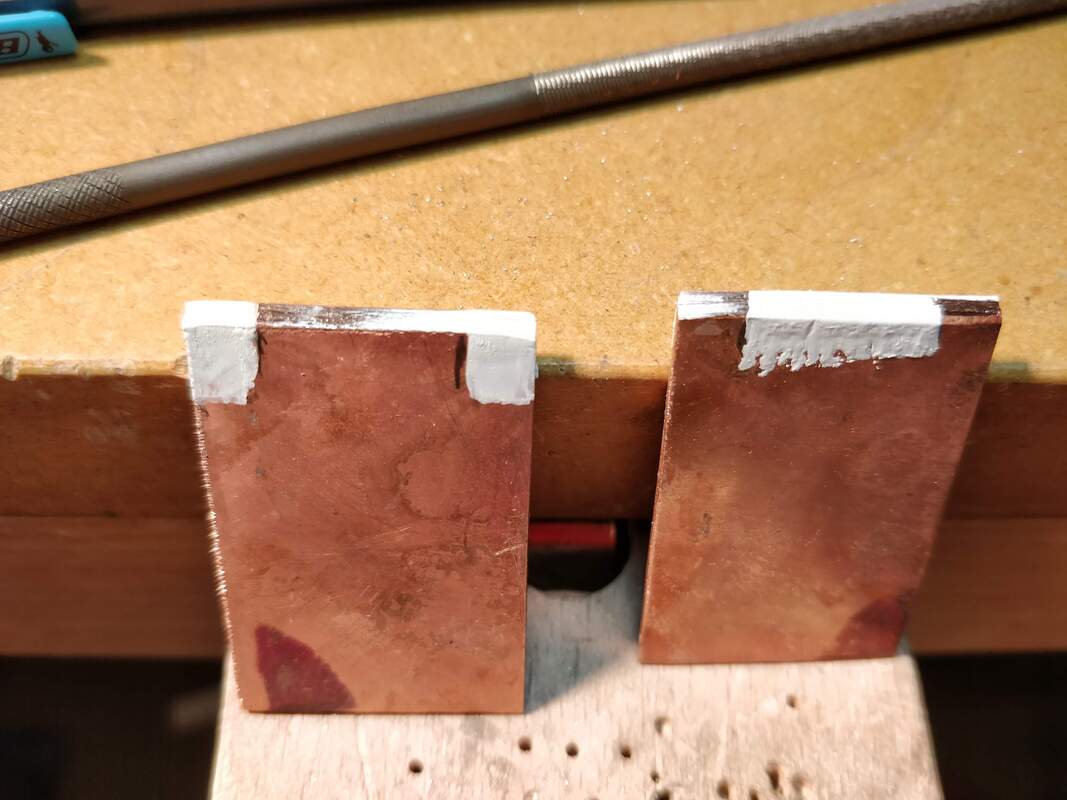
Hinge #2 was done and wrong again! I had all three knuckles soldered but now two; a outer and the center knuckle were soldered to one side; I should have used white out to prevent errant solder flow.
I cut more 18 g copper and tubing. I placed everything flat on the solder block an fluxed and moved the outer knuckles out of the way but kept them on the lead. Then using very tiny solder chips, just to tack the knuckles, I soldered the center knuckle. Then I moved the outer knuckles back into position and soldered them into place. I let it all cool and put everything into the pickle.
After removing the sample from the pickle and cleaning the joint, I put the hinge back on the solder block, reinserted the graphite lead, fluxed and finished the soldering of the knuckles. Yes I got the knuckles fully soldered down but I also got some on the copper along the hinge seat.
Hinge #3 was done and almost correct - I need to use smaller solder chips!!!
Hinge #4 was a full repeat and much better but still not perfect.
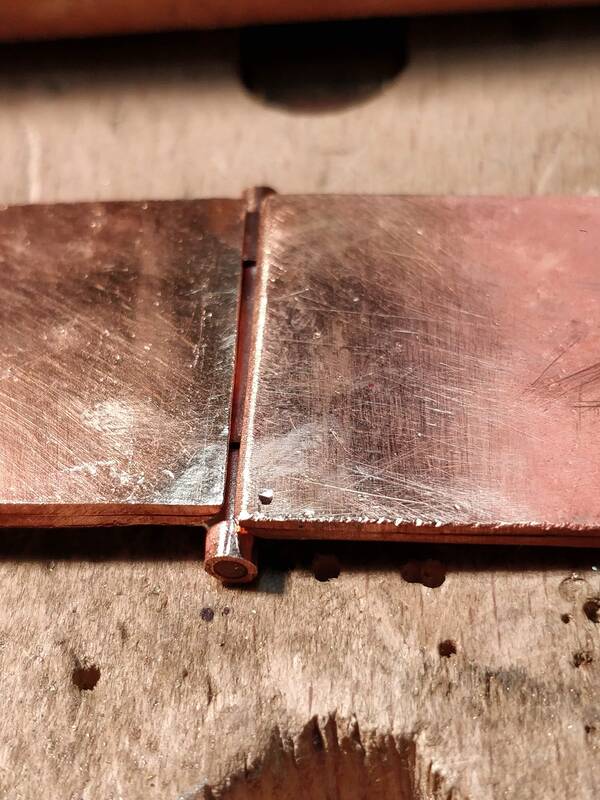
I inserted some copper wire into the hinges, as a pin, to prove the hinges worked, without trimming the outer knuckles and called it a night as it was now 5pm, but I decided to reread the chapters on hinges, again, after dinner.
Saturday morning:
I reviewed the 5 silversmithing books that had information on hinges. I would start with a butt joint and then a book joint. I selected some scrap 18 gauge copper and cut it to be 1" wide and then cut copper tubing 1.25" wide; these would be my joint knuckles. Per the instructions, I beveled the ends of the copper and then used my chenier file to create the seat for the hinge knuckles. I cut the tube into 3 sections with the largest being half the length, for the center knuckle and the remaining amount in half for the outer two knuckles. I marked the copper with a lead pencil while placing the center knuckle, I then soldered down the two outer knuckles and when I went to place the center knuckle, I saw that I had pushed the outer knuckles inward thus making the space for the center knuckle too small.
Hinge #1 was done and wrong. I should have soldered the center knuckle first and then the outside ones.
For Hinge #2, I started again; bevel and cut tubing. Place the knuckles on a piece of graphite pencil lead to keep the knuckles aligned on the metal and solder.
Hinge #2 was done and wrong again! I had all three knuckles soldered but now two; a outer and the center knuckle were soldered to one side; I should have used white out to prevent errant solder flow.
I cut more 18 g copper and tubing. I placed everything flat on the solder block an fluxed and moved the outer knuckles out of the way but kept them on the lead. Then using very tiny solder chips, just to tack the knuckles, I soldered the center knuckle. Then I moved the outer knuckles back into position and soldered them into place. I let it all cool and put everything into the pickle.
After removing the sample from the pickle and cleaning the joint, I put the hinge back on the solder block, reinserted the graphite lead, fluxed and finished the soldering of the knuckles. Yes I got the knuckles fully soldered down but I also got some on the copper along the hinge seat.
Hinge #3 was done and almost correct - I need to use smaller solder chips!!!
Hinge #4 was a full repeat and much better but still not perfect.
I inserted some copper wire into the hinges, as a pin, to prove the hinges worked, without trimming the outer knuckles and called it a night as it was now 5pm, but I decided to reread the chapters on hinges, again, after dinner.














Sunday morning:
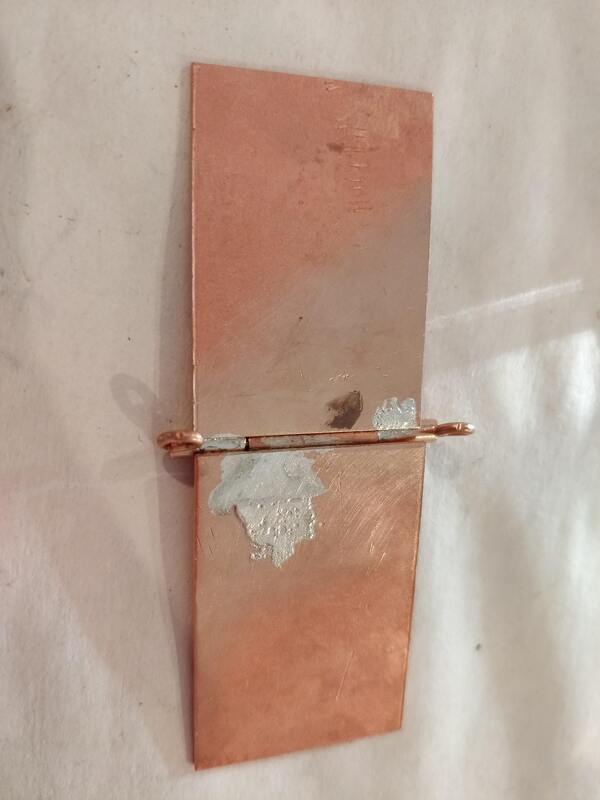
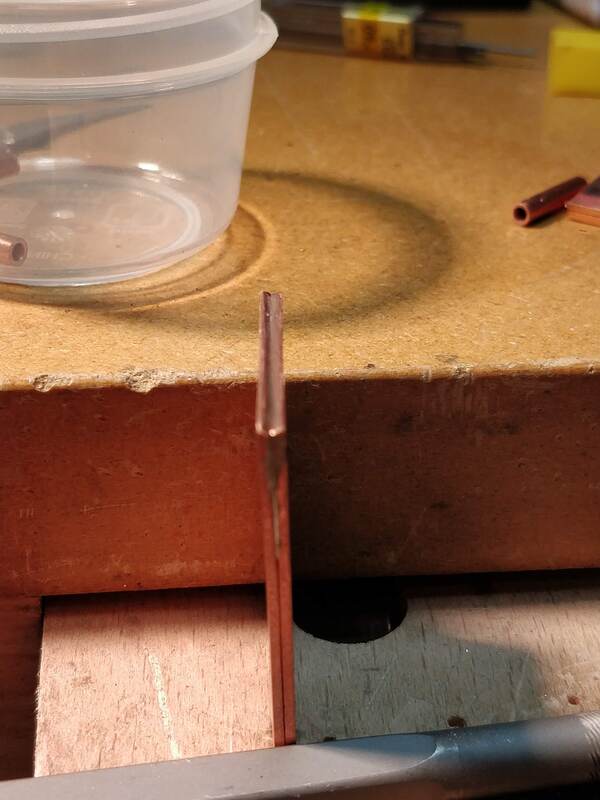
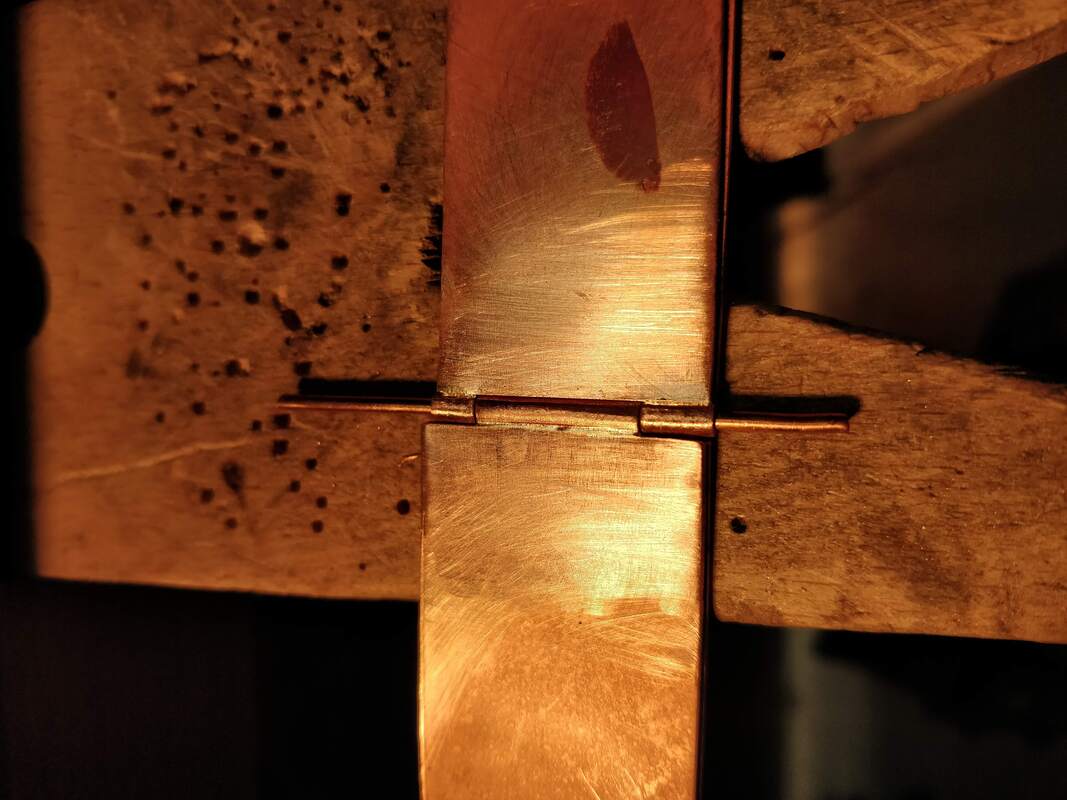
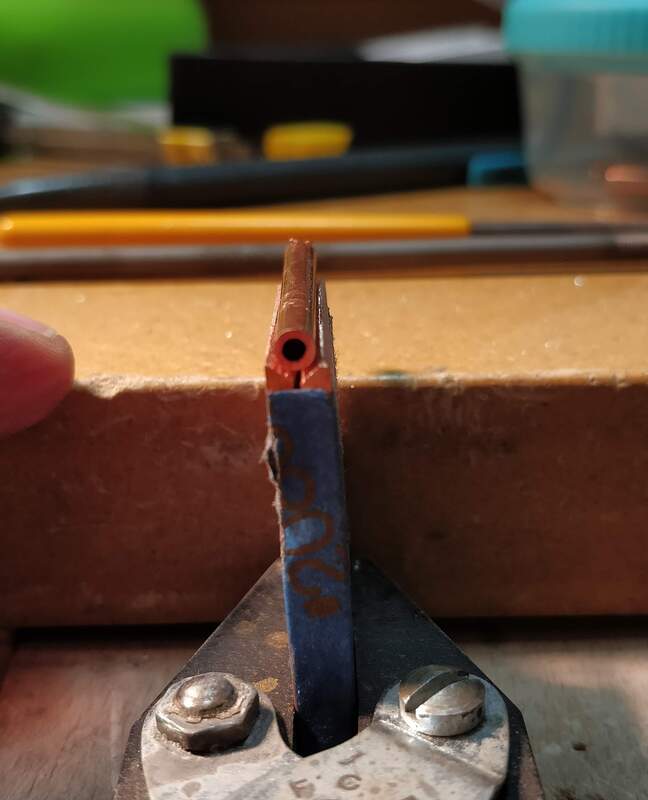
Time for Hinge #5 - This one would be a butt hinge and following the instructions EXACTLY, used the chenier files to cut a groove in each half, I cut and filed the ends of my tubes square using my miter jig; I used white out, in lieu of yellow ochre, to work as a mask on the copper where the knuckles would be placed; I aligned my knuckles on graphite lead. It was time to solder; I ran the solder wire though my rolling mill to thing it and then cut very, VERY tiny chips. I then fluxed the hinge seat and placed the knuckles on the graphite, in the seat and turned on the torch. Working slowly with the flame, I warmed everything up and when the flux was glassy, I placed the solder chips and used the heat to pull the solder into the seat of the center knuckle. I then focused the heat on the first outer knuckle and proceeded to solder it in place and moved on to the second outer knuckle. Into the pickle it went. Afterwards I trimmed the outer knuckles and inserted some copper wire for the pin and filed the ends flat. SUCCESS, I had a good hinge with almost NO solder to clean up.
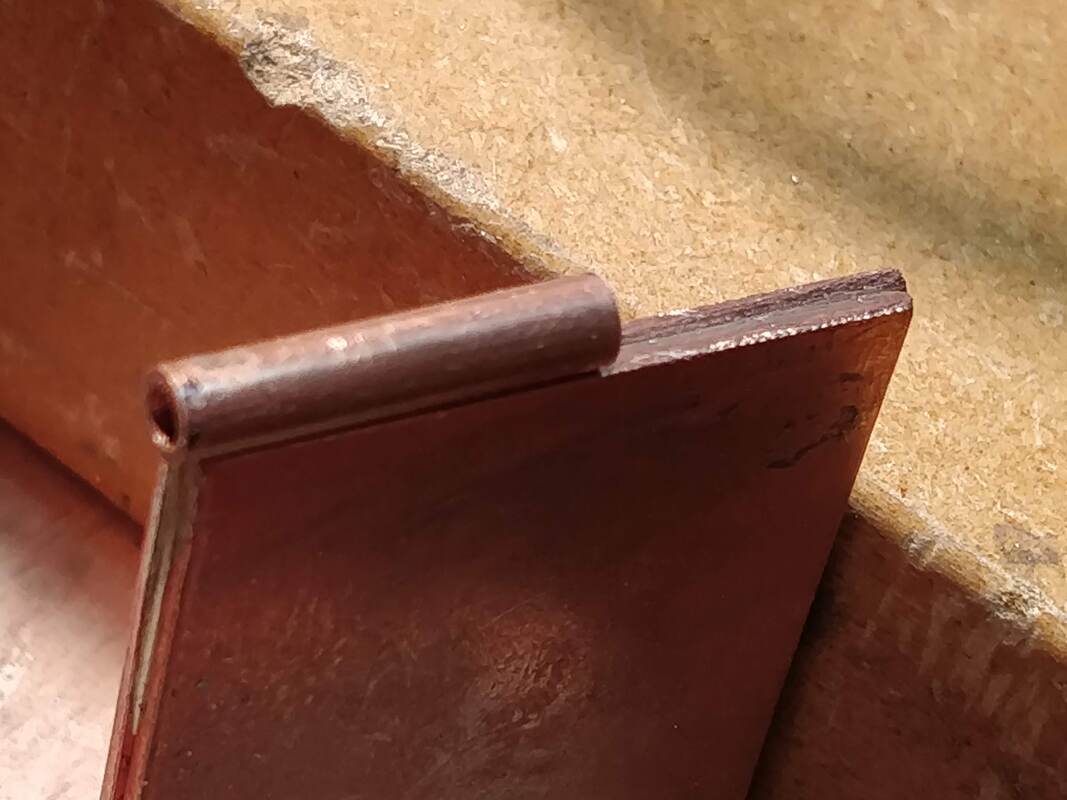
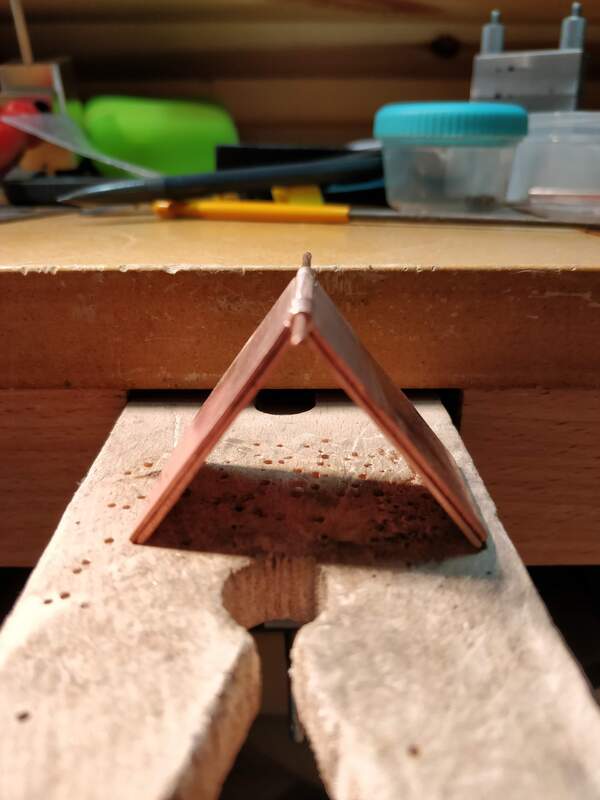
Time for Hinge #6 which is a book joint - this is the type of hinge that would be on a box between the lid and the body. I worked really slowly and carefully; repeating everything I did for #5 - file, sand, place, check and check again, masking with white out, cutting tiny solder chips, fluxing and checking placement again before turning on the torch. I soldered again in two phases the first being to tack the knuckles and the second fully attach them. And... I had a successful book hinge!!!
It was now 6pm and I was done for the day having been at hinge making for 6+ hours.
Next up would be to make a box and put a hinge on it, starting tomorrow.
Time for Hinge #5 - This one would be a butt hinge and following the instructions EXACTLY, used the chenier files to cut a groove in each half, I cut and filed the ends of my tubes square using my miter jig; I used white out, in lieu of yellow ochre, to work as a mask on the copper where the knuckles would be placed; I aligned my knuckles on graphite lead. It was time to solder; I ran the solder wire though my rolling mill to thing it and then cut very, VERY tiny chips. I then fluxed the hinge seat and placed the knuckles on the graphite, in the seat and turned on the torch. Working slowly with the flame, I warmed everything up and when the flux was glassy, I placed the solder chips and used the heat to pull the solder into the seat of the center knuckle. I then focused the heat on the first outer knuckle and proceeded to solder it in place and moved on to the second outer knuckle. Into the pickle it went. Afterwards I trimmed the outer knuckles and inserted some copper wire for the pin and filed the ends flat. SUCCESS, I had a good hinge with almost NO solder to clean up.
Time for Hinge #6 which is a book joint - this is the type of hinge that would be on a box between the lid and the body. I worked really slowly and carefully; repeating everything I did for #5 - file, sand, place, check and check again, masking with white out, cutting tiny solder chips, fluxing and checking placement again before turning on the torch. I soldered again in two phases the first being to tack the knuckles and the second fully attach them. And... I had a successful book hinge!!!
It was now 6pm and I was done for the day having been at hinge making for 6+ hours.
Next up would be to make a box and put a hinge on it, starting tomorrow.



















 RSS Feed
RSS Feed
